為什么要測量光澤?
光澤是視覺感受的一方面,在考慮產品對消費者產生的心里影響時,它與顏色同等重要。
它被定義為“表面屬性”,這種屬性使物體近似發光的或有光澤的金屬質感外觀。
物體表面的光澤度會受到很多因素的影響,比如:打磨拋光后的光滑度,使用涂層的數量和種類,以及底材的質量。
制造商推陳出新不斷設計出如:高度反光汽車面板,光彩四射的雜志封面,緞黑色的時尚家具等有光澤度的產品,以達到更大限度吸引消費者眼球。
?


光澤度對于產品是很重要的,因此,可通過對每個產品或不同批次的產品進行不間斷檢測,以獲取光澤度值。
光澤也可用于衡量表面質量,例如:表面涂層的光澤度降低,表明可能需對該表面重新加工處理;導致光澤度值降低的其他因素還有如:涂料粘度較低,或表面涂層數量不足。
正是這些因素,以至從汽車、印刷、家具到食品、制藥、電子產品等,許多制造業需要對產品進行光澤檢測。
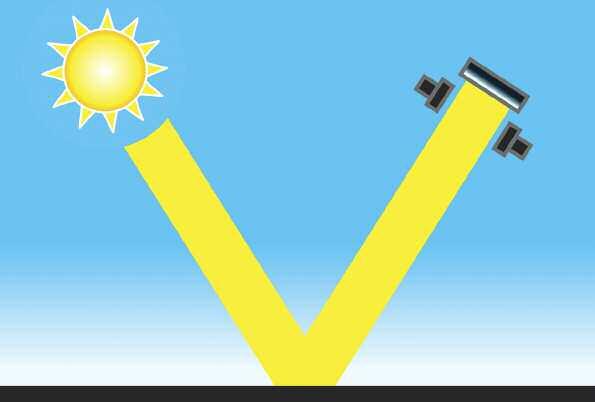
光澤是如何測量?
光澤的測量是通過在物體表面照射一定數量的光線,然后量化其反射光的數量。光線的角度和反射量的測試方法是由物體表面和表面外觀決定的。
?
如何選擇合適的角度?
光澤度儀HG268符合ISO 2813和ASTM D523(通用型標準),三個角度能全覆蓋測量所有表面的光澤。
光澤的單位是(GU),可追溯于BAM(德國),NRC(加拿大),NPL(英國)的參考標準。
中光澤(通用型角度):60°
60°是所有表面都適用的測量角度。它還被用作為低光澤85°,高光澤20°測量表面時的參考角度。
低光澤:85°
為了提高低光澤表面的分辨率。可用85°測量光澤,當用60°測量物體表面光澤度值低于10GU時,推薦選用85°角來測量。
當用85°測量不同光澤紋理或略微不均勻表面時,需進行多點測量取其平均值。
高光澤:20°
20°測量角可提高高光澤表面的分辨率。當用60°測量物體表面光度值高于70GU時,推薦選用20°角來測量。
20°角(光路)對物體表面霧影現象是非常敏感的。因為,霧影是高光澤表面所特有的現象。
光澤度儀應用行業